Внедрение новых строительных материалов и технологических процессов привело к серьезному пересмотру подходов в области промышленной вентиляции. Проектирование, монтаж и эксплуатация вентиляционных систем регламентируются большим количеством нормативных документов. В данной статье хотелось бы рассказать о личном опыте работы в этой области, а конкретно — о применении фильтрующих элементов.
Каждый инженер, занимающийся эксплуатацией вентиляционного оборудования, должен внимательно следить за дифференциальным давлением на фильтре. Начальное и конечное значения этого параметра регламентирует ГОСТ 51251–99.
Таблица 1. Результаты испытаний
| Азиатский фильтр с заявленным классом очистки F7 (TD-85B-11 F7) | Фильтр европейского производителя класса F7 Hand V (AS8020DD –H F7) | |
|---|---|---|
| Сопротивление материала при расходе воздуха 66 л/мин через 100 см 2 | 35.05 | 47 |
| Проскок пыли (проницаемость через материал) в % при расходе воздуха 66 л/мин через 100 см2 | 74.75 | 81 |
| Класс фильтрации по стандарту EN779 при расходе воздуха 66 л/мин через 100 см 2 | F6 | F7 |
Таблица 2. Класс фильтрации согласно европейским стандартам
| Действующий стандарт EN779 | |
|---|---|
| Класс фильтрации | Эффективность, % |
| F5 | 40-60 |
| F6 | 60-80 |
| F7 | 80-90 |
| F8 | 90-95 |
| F9 | >95 |
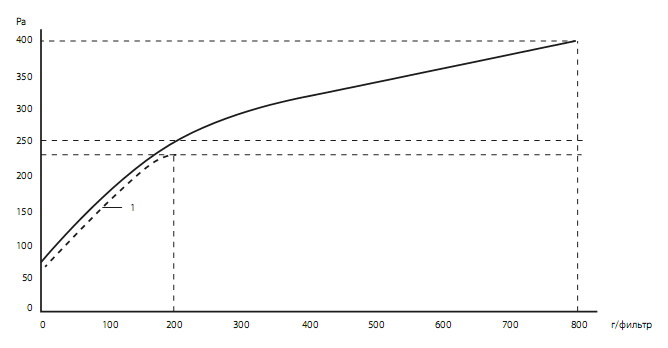 |
| Рис. 1. Изменение давления на фильтре. 1 – некачественный материал; 2 – качественный материал |
При установке нового фильтра заводится таблица, в которую с определенной периодичностью (обычно она составляет от одного дня до недели) заносятся показания стационарного или переносного дифференциального манометра, полученные в результате измерения сопротивления фильтров при работе установки.
В последнее время на рынке появилось немало необоснованно дешевых фильтров, как правило, от азиатских производителей, в том числе — тонкой очистки (классов F5, F6, F7, F8, F9). Как показывают данные лабораторных исследований, данный товар не соответствует стандартам качества. Ниже приведены результаты одного из испытаний, проведенных в лаборатории нашего европейского партнера.
Из таблицы видно, что при испытании фильтра при скорости воздуха 11,1 см/сек (поток 66 л/мин через площадь 100 см 2 ), продукт азиатского производителя не соответствует заявленному классу очистки согласно стандарту EN779 (табл. 2). Кроме того, следует помнить, что для тестирования своих материалов азиатские компании могут использовать тестовые аэрозоли, не соответствующие европейскому стандарту DEHS (Department of Environmental Health and Safety). На практике результаты таких «испытаний» не дают никакой полезной информации о фильтре.
Несколько практических советов при выборе фильтровПри выборе обратите внимание на материал рамки (качество анодированного металла), способ получения профиля. При использовании гибочного станка кромка имеет заусенцы, ширина «гуляет» от 1 до 3 мм. Поэтому лучше выбрать профиль, полученный на прокатном стане. Карманный фильтрКачественный фильтрующий материал визуально трудно отличить от некачественного, но стоит обратить внимание на цвет карманов. В Европе принята следующая цветовая маркировка: F5 – белый или светло-коричневый, F6 – зеленый, F7 – розовый, F8 – желтый, F9 – белый. Окраска не должна быть чересчур яркой. Карманы, выполненные по технологии термической пайки, предпочтительнее прошитых. Гофрированный фильтр G3, G4Обратите внимание на расстояние между гофрированной волной (оно должно быть не более 3-4 см), на способ поддержания материала в рамке – лучше если это будет проволочная сеточка толщиной не более 1 мм и размером ячейки не менее 20х20 мм, без всяких креплений при помощи степлера, деревянных палочек и прочих конструкторских изысков. |
Что касается давлений, то, например, для карманного фильтра 592×592×600/6 класса F7 нормальные значения начального и конечного дифференциального давления Р нач =70Ра, Р кон =450 Ра. Дешевый же фильтр из некачественного материала показывает начальное значение Р нач =60 Ра, конечное давление после нескольких месяцев интенсивной работы держится на уровне Р кон =200 Ра (рис.1).
Из-за чего это происходит? По мере накапливания частиц пыли, возрастает сопротивление фильтра, связи волокон материала по каким-то причинам не выдерживают, материал растягивается, становится более пористым. К чему это может привести — проиллюстрируем на следующем примере. Допустим, у нас имеется фильтр 592×592×600/6 класса F7. Номинальная производительность — 3400 м 3 /час, эффективность 85%. Концентрацию пыли в атмосфере примем равной 0,3 мг/м 3 . Простейшие математических расчеты показывают, что за час работы при данной производительности на фильтр попадет 1000 мг пыли, 850 мг из них фильтр задержит, остальные 150 мг окажутся в вентиляционной системе, за сутки в систему попадет 3600 мг пыли. То есть при средней продолжительности работы фильтра до замены 3 месяца в системе оказывается более 300 г пыли.
Все это справедливо для фильтра, отвечающего европейским нормам и стандартам качества. В случае же использования изделия из некачественного материала, эффективность которого с самого начала не соответствовала заявленной, а потом из-за повреждения волокон снизилась еще больше, количество пыли, попадающей в систему, увеличивается многократно. Это приводит к браку в технологических процессах, выходу из строя оборудования, загрязнению до пожароопасного состояния воздуховодов и многим другим губительным для производства эффектам.
Наконец, хочется сказать несколько слов о конструкциях, представленных на рынке фильтров. «Некрасивый самолет не полетит» — эта фраза Туполева актуальна и в нашем случае. Не стоит ожидать хорошей работы от фильтра с каркасной рамой из профиля для монтажа гипсокартонных перегородок, карманы которого держатся в раме при помощи ржавой арматурной проволоки, для уплотнения применен строительный уплотнительный материал «вило терм», а в роли аэродинамических держателей (сепараторов) выступают пластиковые крепления для бельевых этикеток…
Что же касается непосредственно фильтрующего элемента, кармана, то недобросовестный производитель поступает так: берется материал сомнительного качества и происхождения, который завозится в рулонах в виде рукава с впаянными сепараторами, нарезается кусками по 620 мм, одна сторона (редко — три) прошивается — карман готов. В рамку добавляется клей с содержанием силикона, все собирается на каркас — и получается фильтр. Однако сфера применения такого изделия крайне ограниченна — например, в окрасочном производстве автомобильной промышленности, как и во многих других отраслях, недопустимо присутствие силикона.
Еще одна деталь — если внимательно изучить внутреннюю поверхность прошитого кармана, мы увидим шов с множеством игольных дырочек диаметром около 0,5 мм. Суммарная площадь всех отверстий составит 3 см 2. Фактически в нашем кармане имеется заметная прореха! Если учесть, что скорость потока воздуха в месте, где нет сопротивления, многократно увеличивается, то частички пыли полетят именно там. Поэтому настоятельно рекомендую применять фильтры, при изготовлении которых используются не швейные машины, а метод термической пайки.
В заключение хотелось бы посоветовать выбирать поставщика воздушных фильтров, руководствуясь не соображениями цены, а опираясь на понимание процессов, происходящих при фильтрации. Это позволит существенно улучшить состояние оборудования и климат в помещениях, повысит пожарную безопасность и положительно скажется на ходе технологических процессов.
А. Д. Биюшкин, технический директор ООО ТД «ПРОФИ»








